Pubblichiamo il secondo di due articoli redatti dal gruppo di ricerca dei proff. Cioffi e Colangelo dell’Università di Napoli Parthenope
Aggregati con fly ash da incenerimento di rifiuti urbani
Abstract. L’incenerimento è considerato ad oggi uno dei trattamenti di maggiore convenienza per il trattamento di rifiuti solidi urbani (RSU) in quanto comporta significative riduzioni di volume nonché una valorizzazione del rifiuto dal punto di vista energetico. Tale tecnica non può tuttavia essere considerata una soluzione finale a causa della formazione di residui solidi principalmente composti da due tipologie di ceneri: bottom ash (BA) e fly ash (FA).
Le loro caratteristiche dipendono dal tipo di rifiuto iniziale e dalle modalità di combustione. Per quanto riguarda le BA, queste non sono considerate rifiuti pericolosi, mentre le FA hanno caratteristiche tipiche di rifiuti pericolosi dato il loro elevato contenuto di metalli pesanti, cloruri alcalini e sali metallici solubili. Un possibile riutilizzo e recupero delle FA è rappresentato dalla produzione di aggregati artificiali leggeri (lightweight aggregates – LWA) da impiegare per la produzione di calcestruzzo alleggerito (lightweight concrete – LWC).
Il presente lavoro riguarda lo studio delle principali caratteristiche (resistenza a compressione, rottura e modulo elastico) di aggregati artificiali prodotti secondo tre diversi mix design a partire da FA da incenerimento di RSU preventivamente sottoposti ad un ulteriore processo di stabilizzazione mediante pellettizzazione a freddo realizzata con una miscela opportunamente dosata di cemento e polvere di marmo.
1. Introduzione
L’utilizzo di aggregati artificiali ottenuti da sottoprodotti di provenienza industriale, in alternativa agli aggregati naturali, ha prodotto un notevole impatto nell’ambito della ricerca scientifica. Ad oggi sono molti i rifiuti industriali che possono essere impiegati per produrre aggregati leggeri; tra questi figurano le ceneri volanti risultanti dal processo di incenerimento dei rifiuti solidi urbani (FA), la loppa d’altoforno quale sottoprodotto di lavorazioni in acciaierie (GGBFS) e i fanghi di segagione provenienti dal trattamento del marmo (MS) [1].
Le ceneri da incenerimento dei rifiuti solidi urbani (FA) contengono sostanze potenzialmente dannose tanto per i materiali usati nell’industria cementizia quanto per la salute umana quali metalli pesanti, cloruri e solfati; dunque tali sottoprodotti richiedono, per via della loro composizione, un pretrattamento che consenta di poterli smaltire in sicurezza nelle discariche o riciclati nel settore delle costruzioni [2].
I pincipali processi di produzione di aggregati artificiali sono due: granulazione a freddo e sinterizzazione ad alta temperatura. Il processo di granulazione a freddo ha diverse applicazioni ed approcci e consente di impiegare numerosi materiali di scarto come materiale di partenza al fine di produrre aggregati riciclati; esempi di materiali idonei all’impiego in tale processo sono le ceneri volanti da combustori e inceneritori di rifiuti solidi urbani, le scorie metallurgiche, le polvere di forni, i sedimenti e i rifiuti di triturazione.
I processi di stabilizzazione/solidificazione a base cementizia costituiscono attualmente il principale metodo di trattamento dei rifiuti e comportano nella maggioranza dei casi a ottimi risultati riguardo le proprietà fisiche e meccaniche dei prodotti finiti, benefici ai quali vanno ad aggiungersi quelli economici legati ad aspetti ambientali ed energetici o alla legati alla più semplice gestione dei rifiuti.
La sostituzione dei materiali da costruzione tradizionali con materiali riciclati e di scarto è in grado di portare riduzioni di materie prime impiagate, migliori prestazioni di isolamento acustico e termico. È possibile trovare ampia documentazione in letteratura sulla sostituzione parziale degli aggregati naturali [3] con materiali di scarto industriale [4], agricolo [5], materiali di scarto del settore edilizio [6], aggregati riciclati e leggeri [7,8].
Il processo di pellettizzazione a freddo per la produzione di aggregati leggeri utilizzati nel presente studio come materiale di partenza, ha portato ad una parzale stabilizzazione delle ceneri volanti. La necessità della stabilizzazione risiede nella natura delle ceneri che sono residui di filtraggio prodotti dal trattamento dei fumi di impianti di incenerimento di rifiuti solidi urbani.
Sono classificate come rifiuti pericolosi nel Catalogo Europeo dei Rifiuti (2000/532/CE) [9]) ed il loro riutilizzo o smaltimento diretto è vincolato all’obbligo di sottoporle ad un trattamento preventivo [10]. Le ceneri, per tal motivo, sono state pretrattate con un processo di lavaggio al fine di ridurre il contenuto finale di sostanze che comprometterebbero il processo di formazione degli aggregati. Il pretrattamento ha portato ad una riduzione dei sali solubili, precisamente una riduzione dei cloruri pari a circa il 67% e dei solfati del 25%.
In questo articolo, viene proposto uno studio sul riciclaggio delle ceneri volanti (FA) mediante l’applicazione di un ulteriore processo di granulazione a freddo al fine di ottenere uno strato aggiuntivo, composto da cemento portland e fanghi di segagione, tale da ricoprire i granuli inizialmente disponibili. Gli aggregati provenienti dal processo di singola granulazione, utilizzati qui come materia prima, sono stati realizzati secondo tre diversi mix design attraverso il processo di granulazione a freddo.
Lo studio si pone l’obbiettivo di ridurre ulteriormente il rilascio di inquinanti residui, valutando al tempo stesso le caratteristiche fisiche e meccaniche dei nuovi aggregati ottenuti.
2. Materiali e metodi
2.1. Produzione degli aggregati
La produzione dell’ulteriore strato a copertura dei granuli disponibili è stata effettuata mediante un granulatore su scala pilota dotato di un piatto rotante e basculante (d = 80 cm) per il quale la velocità di rotazione e l’angolo di inclinazione sono stati rispettivamente fissati a 45 giri/min per la velocità di rotazione e 45 per l’angolo di inclinazione.
L’attività sperimentale è stata svolta nel laboratorio MASERG del Dipartimento di Ingegneria dell’Università degli Studi di Napoli “Parthenope”.
Le miscele sono composte da Cemento Portland (CEM II/AL 42.5R), loppa d’altoforno granulata (GGBFS) e ceneri volanti da incenerimento di rifiuti solidi urbani (FA).
In Tabella 1 sono riportate le percentuali in peso dei componenti utilizzati per la realizzazione della doppia granulazione:

Il processo di doppia granulazione realizzato con una miscela di cemento e fanghi di segagione in rapporto 3 a 7 ha infine restituito i granuli (Figura 1), i quali sono stati fatti maturare per 28 giorni a temperatura ambiente e umidità relativa del 95% così da poter essere utilizzati per ulteriori prove di caratterizzazione.
2.2. Caratterizzazione delle proprietà fisico-chimiche e meccaniche degli aggregati
Dopo la fase di stagionatura, tutti i granuli sono stati caratterizzati dal punto di vista delle loro proprietà fisico-chimiche e meccaniche. La granulometria dei granuli è stata determinata secondo la procedura prevista dalla norma UNI EN 933-1.
Densità, porosità, volume e capacità di assorbimento d’acqua (WAC) sono state determinate secondo il metodo riportato da Colangelo et al. [11]. Gli aggregati sono stati immersi in acqua a 20±2 °C per 24 h e quindi la superficie è stata pulita con un panno umido. La densità e la porosità aperta sono state determinate dopo aver misurato il peso degli stessi aggregati essiccati a 105°C. La capacità di assorbimento d’acqua (WAC) è stata determinata secondo l’equazione 1:
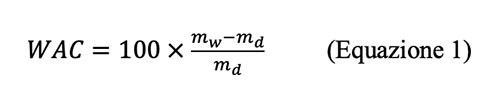
con mw e md che rappresentano rispettivamente la massa degli aggregati saturi d’acqua e la massa degli aggregati secchi.
Le prove di resistenza all’urto sono state eseguite su inerti con granulometria compresa tra 10 e 14 mm, secondo la norma UNI 12620-4. Tale prova è stata eseguita su cumulo di inerti mediante pressa Matest. Dopo che gli inerti sono stati frantumati per urto (realizzato per 15 volte consecutive), è stata pesata la quantità di materiale passante attraverso un setaccio di 2 mm, determinandone la percentuale di passaggio.
La resistenza alla frantumazione degli inerti è stata determinata secondo la norma UNI EN 13055-1 utilizzando un 3000 kN Controls® Pressa MC60.
Infine, sono state effettuate prove di lisciviazione per quantificare il potenziale rilascio di cloruri, solfati e metalli pesanti dagli aggregati stabilizzati. Tali prove sono state eseguite secondo la procedura prevista dalla norma UNI 10802, con un singolo lavaggio di 24 h e un rapporto L/S pari a 10.
A seguito delle prove gli aggregati sono stati separati dalla soluzione lisciviante ed essiccati a 105°C per un’ulteriore determinazione del peso al fine di determinare eventuali perdite di massa. La soluzione di lisciviazione è stata analizzata mediante spettrometria ad adsorbimento atomico per la determinazione dei metalli pesanti, e mediante cromatografia ionica liquida per la determinazione di cloruri e solfati.
3. Risultati e discussioni
3.1. Proprietà fisico-chimiche degli aggregati
Il processo di granulazione operato al fine di ottenere un doppio strato di OPC e MS intorno ai granuli di partenza (di diametro variabile tra i 2 ed i 20 mm) ha portato alla produzione di aggregati con granulometria maggiore. La percentuale più alta di aggregati è costituita da particelle di dimensione 16 mm, con valori pari rispettivamente a 8,61%, 18,99% e 20,49% per Mix A, B e C.
Non si è ottenuta alcuna particella inferiore a 4 mm per gli aggregati di Mix C, mentre per Mix A e B sono state ottenute rispettivamente percentuali pari al 4,55% e 2,53%. I dati relativi ad assorbimento d’acqua, densità e porosità aperta degli aggregati prodotti sono riportati nella Tabella 2, considerando le dimensioni minori, medie e massime delle particelle (cioè 4, 12,5 e 20 mm).

Osservando i risultati, si può notare che le proprietà complessive degli aggregati risultano soddisfacenti dopo il processo di granulazione ulteriore. I valori dell’assorbimento d’acqua sono infatti bassi, mentre è possibile notare che l’aggiunta di un secondo strato porta a densità relativamente elevate rispetto a quelle solitamente registrate per aggregati riciclati semplici, cosa che è possibile spiegare considerando la presenza di una maggiore quantità di legante.
Nonostante ciò, tutti i valori di densità degli aggregati prodotti rientrano nell’intervallo per essere classificati come aggregati LWA. Analogamente all’assorbimento d’acqua, è stata osservata una diminuzione dei valori di porosità aperta negli aggregati realizzati rispetto ai valori normalmente registrati per aggregati riciclati semplici.
3.2. Proprietà meccaniche
I risultati delle prove che determinano la resistenza all’urto degli aggregati variano a seconda delle miscele. La percentuale di materiali in grado di passare attraverso un setaccio da 2 mm è del 19,44%, 25% e 44,44%, rispettivamente per Mix A, B e C, evidenziando che la miscela con il contenuto di cemento più basso nel primo strato di aggregato ha mostrato una più alta resistenza all’impatto.
La norma UNI 12620-4 classifica come molto resistenti gli aggregati con una percentuale di passaggio di 2 mm inferiore al 15%, gli aggregati con valori percentuali di materiale passante compresi tra il 15 e il 45% sono invece considerati idonei per pavimentazioni stradali, mentre inerti con valori percentuali di passante superiori al 45% sono considerati molto deboli. In accordo con questa classificazione, i valori percentuali di passaggio attraverso lo staccio di 2 mm registrati per tutti gli aggregati indagati indicano le loro caratteristiche sono adatte alla pavimentazione stradale.
La tabella 2 riporta i risultati relativi alla resistenza alla frantumazione degli aggregati con granulometria 12,5 e 20 mm, ad eccezione della Mix A che ha riportato una bassa percentuale totale di particelle di 20 mm, pari al 3,35%. Di norma la resistenza alla frantumazione degli aggregati cresce con il contenuto di legante (cemento) poiché la percentuale di legante rappresenta il parametro più significativo che influenza la proprietà di resistenza alla frantumazione degli aggregati [12]. È possibile apprezzare questo aumento confrontando le miscele disponibili, infatti ad una granulometria di 12 mm, l’aggiunta di un secondo strato (costituito da 70% MS e 30% di cemento) ha portato ad una maggiore resistenza alla frantumazione rispetto agli aggregati semplici.
A questo si aggiunge il confronto che può essere fatto tra i valori per mix A, B e C (rispettivamente 1.95, 5.36 e 10.92 MPa), crescenti in ragione del crescente quantitativo di cemento caratterizzante le miscele di base con cui sono stati realizzati gli aggregati semplici impiegati nel presente lavoro. Per gli aggregati di 20 mm, nei mix B e C si registrano valori di resistenza alla frantumazione rispettivamente di 3.33 e 10.94MPa. I valori di resistenza alla frantumazione per gli aggregati prodotti dalla granulazione semplice portano generalmente a valori di resistenza inferiori a 2 MPa. Tuttavia, l’aggiunta di un secondo strato negli aggregati dei mix B e C ha determinato un significativo aumento della resistenza alla frantumazione, con risultati comparabili ai valori riportati in letteratura (quasi 6 MPa) per aggregati leggeri prodotti con una miscela di FA, cemento e GBFS [13].
3.3. Test di lisciviazione
I risultati relativi al rilascio di metalli pesanti, cloruri e solfati da parte degli aggregati prodotti, tenendo altresì conto dei relativi valori limite di pericolosità sono riportati in tabella 3. Per quanto riguarda i risultati relativi alla concentrazione di metalli pesanti nel percolato, in tutti gli aggregati è stato osservato un rilascio nullo solo per Cu. I valori di concentrazione di tutti i metalli sono risultati entro i limiti di legge, come riportato dalla UNI 10802. In generale, si è osservato un basso rilascio di metalli pesanti negli aggregati sottoposti ad ulteriore granulazione. Ciò sembra essere coerente con i valori osservati per la porosità che si sono rivelati più bassi di quelli degli aggregati semplici. Ad ogni modo, confrontando gli aggregati prodotti, le migliori prestazioni in termini di lisciviazione variano in funzione della tipologia di metalli pesanti.
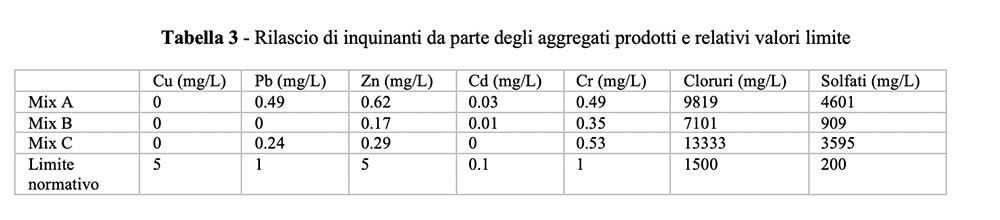
Va però sottolineato che, nonostante questa tecnica abbia consentito una diminuzione della velocità di rilascio degli inquinanti rispetto ai valori normalmente registrati per granuli semplici, i valori di lisciviazione di cloruro e solfato sono risultati superiori al valore imposto dalla normativa in quasi tutti gli aggregati, con l’unica eccezione degli aggregati della Mix B in cui solo la concentrazione di solfati rilasciata risulta inferiore al limite normativo.
4. Conclusioni
Il presente lavoro si è concentrato su una operazione di ulteriore granulazione a freddo al fine di valutare la riduzione della pericolosità di aggregati ricavati da FA da RSU nonché l’eventuale miglioramento delle loro caratteristiche fisiche e meccaniche. L’analisi dei risultati delle prove condotte sugli aggregati prodotti ha evidenziato il vantaggio di un rinforzo degli aggregati con un secondo strato che ha migliorato sia le proprietà fisico-chimiche (capacità di assorbimento d’acqua, densità e porosità aperta) sia la resistenza alla frantumazione degli aggregati.
Ciò dimostra l’efficacia dell’utilizzo di vari rifiuti nella produzione di aggregati attraverso il processo di granulazione doppia e la fattibilità di un ulteriore riutilizzo di aggregati artificiali nella produzione del calcestruzzo. Allo stesso tempo, gli elevati livelli di cloruri e solfati rilasciati dagli aggregati durante le prove di lisciviazione indicano la necessità di futuri studi volti all’identificazione di ulteriori fasi di trattamento quali ad esempio il lavaggio post-trattamento degli aggregati al fine di migliorarne ulteriormente le caratteristiche prima del loro riutilizzo.
Autori
Ivan Moccia1, Ilenia Farina1, Cinzia Salzano1, Marco Ruggiero1, Raffaele Cioffi1, Salvatore Puca2, Antonio Ramondo3, Renato Olivares4, Luigi Cossentino4, Raffaele Leonese5
1 Dipartimento di Ingegneria, Università degli Studi di Napoli Parthenope, Materials Science and Engineering Research group – MASERG,Centro Direzionale, Isola C4, 80143 Napoli, Italia
2 Consorzio ASI Napoli, Via Domenico Morelli 75, 80121 Napoli, Italia
3 Dipartimento della Salute e delle Risorse Naturali – Regione Campania, Centro Direzionale, Is. C5, 80100 Napoli, Italia
4 ARPAC Dipartimento di Napoli, Via Don Bosco, 4/F, 80141 Napoli, Italia
5 Università degli Studi di Napoli Federico II, 80133 Napoli, Italia
5. References
[1] Ren, P., Ling, T. C., & Mo, K. H. (2021). Recent advances in artificial aggregate production. Journal of Cleaner Production, 291, 125215..
[2] Chen, H. J., Yang, M. D., Tang, C. W., & Wang, S. Y. (2012). Producing synthetic lightweight aggregates from reservoir sediments. Construction and Building Materials, 28(1), 387-394..
[3] Ferraro, A.; Colangelo, F.; Farina, I.; Race, M.; Cioffi, R.; Cheeseman, C.; Fabbricino, M. Cold-bonding process for treatment and reuse of waste materials: Technical designs and applications of pelletized products. Crit. Rev. Environ. Sci. Technol. 2020, 1–35.
[4] Massoudinejad, M.; Amanidaz, N.; Santos, R.M.; Bakhshoodeh, R. Use of municipal, agricultural, industrial, construction and demolition waste in thermal and sound building insulation materials: A review article. J. Environ. Health Sci. Eng. 2019, 17, 1227–1242.
[5] Chippagiri, R.; Gavali, H.R.; Ralegaonkar, R.V.; Riley, M.; Shaw, A.; Bras, A. Application of sustainable prefabricated wall technology for energy efficient social housing. Sustainability 2021, 13, 1195.
[6] Colangelo, F.; Cioffi, R. Mechanical properties and durability of mortar containing fine fraction of demolition wastes produced by selective demolition in South Italy. Compos. Part B Eng. 2017, 115, 43–50.
[7] Saribas, I.; Goksu, C.; Binbir, E.; Ilki, A. Seismic performance of full-scale RC columns containing high proportion recycled aggregate. Bull. Earthq. Eng. 2019, 17, 6009–6037.
[8] Li, S.; Liu, K.; Sun, L. Effect of different kinds of lightweight aggregates on performance of composite insulation materials. J. Build. Mater. 2017, 20, 245–250.
[10] Loginova, E., Proskurnin, M., & Brouwers, H. J. H. (2019). Municipal solid waste incineration (MSWI) fly ash composition analysis: a case study of combined chelatant-based washing treatment efficiency. Journal of environmental management, 235, 480-488.
[11] Colangelo, F., Messina, F., & Cioffi, R. (2015). Recycling of MSWI fly ash by means of cementitious double step cold bonding pelletization: Technological assessment for the production of lightweight artificial aggregates. Journal of Hazardous Materials, 299, 181-191.
[12] Tajra, F., Abd Elrahman, M., Chung, S. Y., & Stephan, D. (2018). Performance assessment of core-shell structured lightweight aggregate produced by cold bonding pelletization process. Construction and Building Materials, 179, 220-231.
[13] Hwang, C. L., & Tran, V. A. (2015). A study of the properties of foamed lightweight aggregate for self-consolidating concrete. Construction and Building Materials, 87, 78-85.




{kind=link}